


三种不锈钢风管的焊接方法: 方法一:手工焊接 手工焊接作为不锈钢风管的加工应用非常普遍,操作方便,主要由人控制,焊接填充材料为焊条。手工焊接几乎可以焊接每种材料,即使在外面,所以适应性很好,一般采用直流电焊接。 焊条可以是钛焊条,也可以是沉默的。钛焊条易于焊接,焊接美观,焊缝易于消除。但缺点是,如果长时间不使用,尽量再次烘烤,避免水分沉积。 方法二:钨极惰性气体保护焊 电气孤独需要在钨焊丝和工件之间产生,因此需要将汽体保持为纯气,焊丝不带电,因此可以手动或设备送入,有时不能送入。然后是直流电还是交流电,在于焊接材料。 钨极惰性气体保护焊通常用于焊接薄、中等厚度的工件,包括碳钢、铝、镁、铜、灰铸铁、镍、银、钛、铅等。 方法三:金属极气体保护焊 它属于气体保护焊,也是一种电弧焊,在保护气体下,焊条被电孤融化。金属极气体保护焊适用于钢、非碳钢、高合金钢、高合金等材料,应用广泛。但有一点是,它必须保持有吸引力的汽体,如二氧化碳或混合物。缺点是如果焊接在外面,工件不能潮湿,否则会损害气体保护的效果。






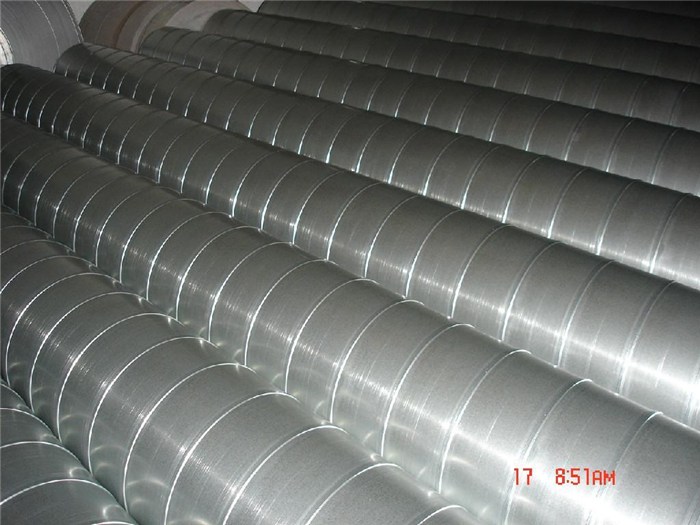
镀锌螺旋风管在目前市面上的运用十分广泛,其安装便捷、连接点少、生产制造灵便,可依据顾客规定设计方案、订制各种各样不一样规格型号及薄厚。镀锌螺旋风管的基本长短是3米/节,可依据顾客规定订制。那麼,怎么判断镀锌螺旋风管品质的优劣呢?价比高的不锈钢板镀锌螺旋风管具备地应力小、强度高、内表面和外表面光洁整平、总体美观大方的特性,而且有非常好的耐蚀性。

精巧的螺旋压制楞筋工艺使薄壁螺旋风管具有承受压力的理想强度,增加螺旋型楞筋后,咬口潜缝厚度是管体的四倍,管道的刚性非常大,显示出坚固的优越性,能承受大的压力负荷而无损变形,用材厚度可减小15%,降低成本。相同截面积时,长宽比为1:3的矩形风管周长比薄壁螺旋风管的周长长40%,用材省;同理而言,由于薄壁螺旋风管周长短,保温用材也可相应减少。

您好,欢迎莅临芜湖鑫森,欢迎咨询...
 触屏版二维码 |





